轴承保持架供应商
专业提供自动化配件一站式的采购服务
 全国服务热线
全国服务热线
专业提供自动化配件一站式的采购服务
全国服务热线
源头厂家,品质保证,为客户提供更好的传动控制产品
 品牌优势
品牌优势

 精度性高
精度性高

 质量检验
质量检验

 高效服务
高效服务
加工设备和行业专业技术人员,确保生产成本与生产效率
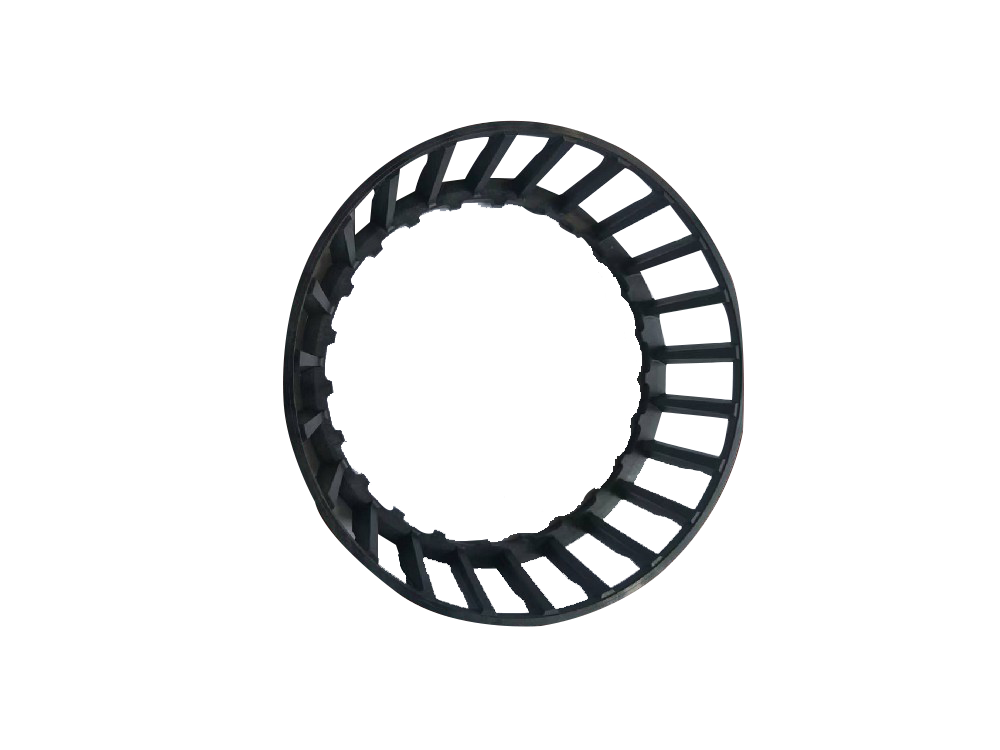
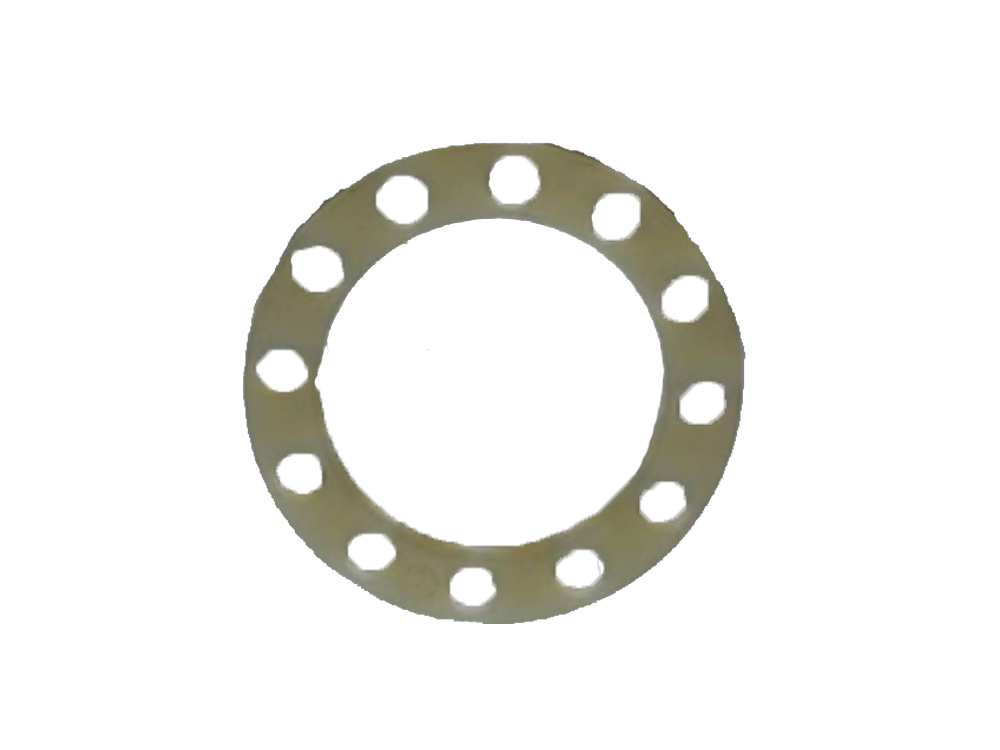
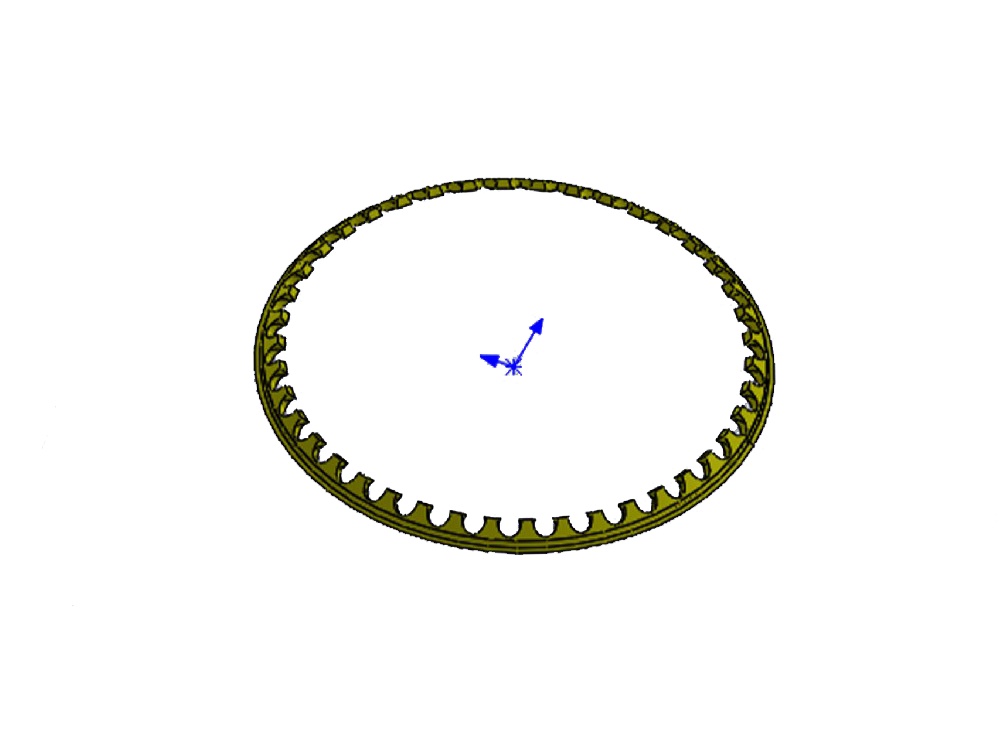
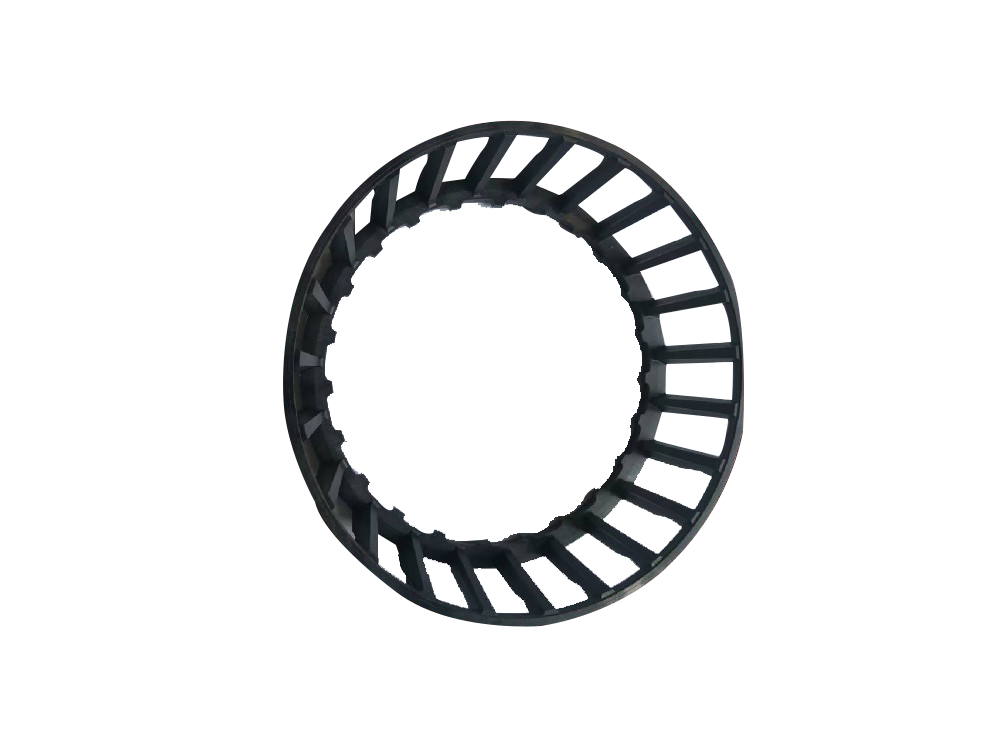
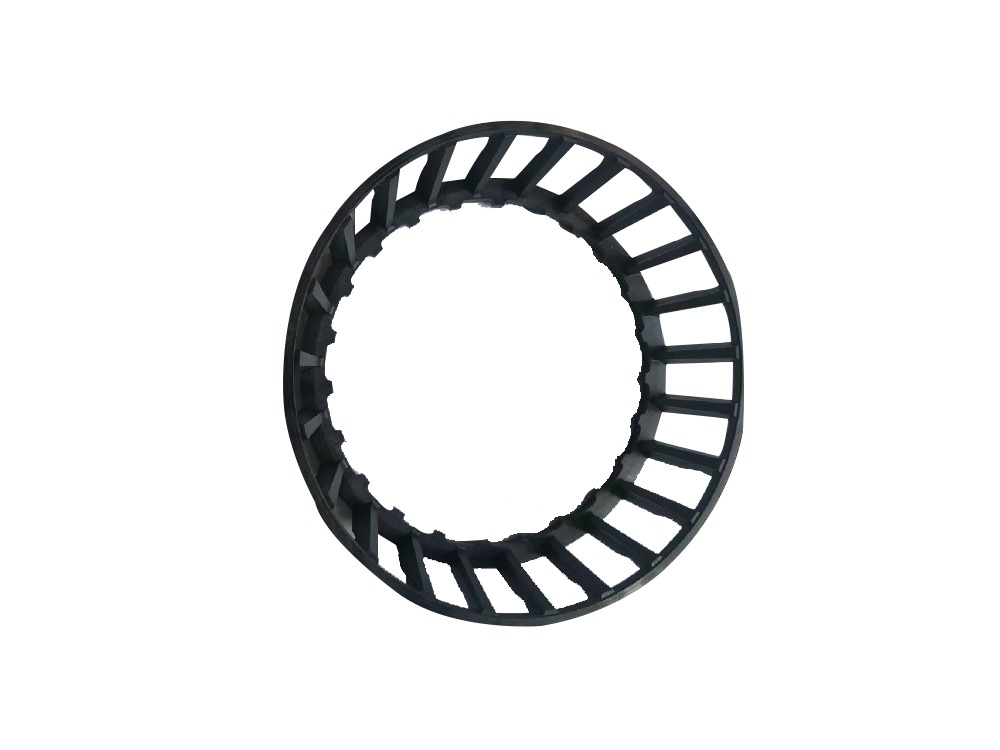
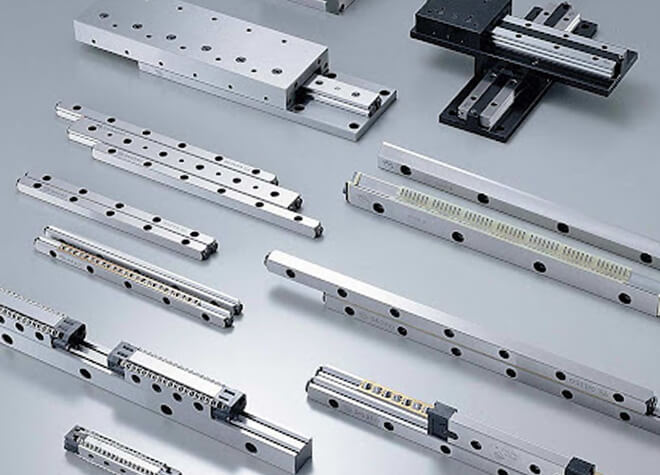
技术人员均有10年以上行业经验,拥有丰富的经验与高超的技术水平。拥有精良的进口设备,为广大客户打造高性价比的的传动控制产品。经营产品有金属塑料保持架(交叉滚子保持架/钢球保持架、MV滚针保持架、滚针框等)。

采用进口数控设备准确把控产品的精准度,从而降低交叉滚子导轨的滚动摩擦阻力。每个环节都用专业的设备进行检测,与客户图纸上的要求进行比对,保证高度匹配。产品品种齐全,价格合理,提供全套技术支持,可满足客户的各种需求。
采用优质的原材料、先进的制造工艺、完备的检测手段,确保我们的每一产品。均符合行业的各项技术指标,力使高精度产品国产化!长期为大企业提供非标定制产品,并得到他们的一致认可,价格公道,交货快捷。

专业的客服团队为您全心全意服务,高效快捷的物流团队保证准时交货。快速回应客户投诉及建议,提供技术支持,让您定做产品无后顾之忧,专业的售后服务定期回访,7*24小时在线,24小时内快速响应。
我们以诚信、实力和产品质量获得业界的认可

10年
10年生产制造经验5000万
5000万+每年生产能力300种
300+每年新产品开发能力4000种
4000+现有产品品种 热门搜索:
热门搜索: